3D tiskalnki
- Ustvarjalec teme Mato
- Začetni datum
Uporabljate neposodobljen brskalnik. Ta ali druga spletna stran morda ne bo prikazana pravilno.
Posodobite brskalnik ali uporabite alternativni brskalnik.
Posodobite brskalnik ali uporabite alternativni brskalnik.
I
Izbrisan uporabnik 474
No ja, jst imam hotend za blizu 180EUR ... ena od bistvenih stvari ki dela dobre printe in zmanjšuje potrebo po človeški interakciji. Prej se je (2 cenejša sem vrgel stran) filament zatikal, razmazal, flow ni bil ok za hitre premike (sploh pri ABS za prehode je to bistveno). Druga stvar ki močno olajša vsakdanje težave je samokalibracijska miza in dobra nična stikala (obvezno optična stikala). Ko imaš to, vržeš gkodo v kontroler in printer naredi brez da bi moral stat zraven.
Sam za slicer uporabljam večinoma slic3r, print server je pa rpi z octoprintom. Kar bi se še hecal dodatno pa neko ne najdem časa je dual-head setup, primarno za printanje s filerjem.
Če te prav razumem, imaš že 10 let Prusa i3 (torej še iz časov res prvih RepRap printerjev, kjer je bila hitrost in natančnost stranskega pomena, važno je bilo, da je sploh kaj sprintal). Nezaprt printer z 8-bitno ploščo, kjer ti težava predstavlja slab flow ABS-a, kar rešuješ z Slice Mosquito hot-endom?
I
Izbrisan uporabnik 474
Pa imaš še vedno printer nametan iz vseh vetrov (s super kompomentami, ki niso poceni), kjer ti lahko vsaka stvar posebej pije živce. Tebi in mogoče še komu se da ukvarjati s tem, marsikomu pa ne.
In zato je iz mojega stališča prusa vredna vsakega eura, ker dobiš evropski izdelek, ki je že v štartu narejen tako kot je treba (direct drive, autoleveling, dvojni z motorji,...) z izvrstno podporo in odličnim delovanjem. Meni to vsekakor upraviči razliko v ceni.
To "nametan iz vseh vetrov" je malo tak-tak. A msiliš, da Prusa dela sama vse? Vse kar dela Prusa je printa plastiko. Mislim, da je njihov produkt tudi senzor (PINDA) in pa površina. Vse ostalo - motorji, motor-driverji, kontrolna plošča, extruder, hot-end, linearna vodila, Z-drive, končna stikala itd. - nič ni njihovega ali slučajno narejeno posebej za njih.
Ne mislit, da je Prusa "plug'n'play" in da z njo ni težav. Recimo zadnja Mk3s se spopada z heat-creapom, ker so pod-dimenzionirali hladilni ventilator (Noctua) na račun glasnosti. In pol se ti maši filament ipd. Pruse ne moreš dat v ohišje, da bi pravilno printal ABS, ker so sestavni deli iz PETG in pri povišani temperaturi izgubijo dimenzijsko natančnost. In potem si ti začnejo pojavljat različni artefakti, zebra-strips, ringing/ghosting, vidne Z-linije itd. Prusa še vedno uporablja 8-bitni kontroler, kar pomeni, da lahko pozabiš na višje hitrosti tiskanja. Je pa dober njihov ekosistem, ker imajo za svoje filamente že narejene profile (imajo celo za ostale) in načeloma ne rabiš nič nastavljat. Ampak, po drugi strani, njihovi filamenti niso top of the line, tako da če hočeš tiskat z drugimi filamenti, potem moraš skozi isto proceduro, kot pri vseh ostalih.
Gori omenjne komponente niso super duper in niti niso drage. Če imaš voljo in znanje, lahko za pol Prusine cene sestaviš zanesljiv, hiter in natančen tiskalnik (ki pa še vedno ima vse omejitve klasičnih kartezijskih XYZ i3 style tiskalnikov). Veš koliko stane dober in zanesljiv autoleveling za 3d tiskalnik? 5€... PL-08N ali pa PL-05N, če imaš springsteel ploščo. 32-bitni kontroler z TMC2209 driverji? 45€ Double Z za Ender 3 kit komplet je ranga 40€. Extruder je odvisno kar želiš - bowden dobiš že za mali denar, če želiš DD pa recimo hemera je ranga 100€ skupaj z hot-endom, ali pa Prusa-style - BMG+E3D V6 za kakšnih 140€. Za 160€ daš BMG extruder in Dragon hot-end pa pospraviš Pruso v sprednji žepek od strajce. V vseh pogledih.
I
Izbrisan uporabnik 474
Pa da nebomo samo kritizirali ")

XY gantry (pravzaprav AB, ker tukaj ni xy) napenjalec

Hot-end vodilo na dveh linear rails, spodaj vidna mikrostikala za končne pozicije

AB motor in napenjalci, rolce

Druga stran hot-end prečke
XY gantry (pravzaprav AB, ker tukaj ni xy) napenjalec
Hot-end vodilo na dveh linear rails, spodaj vidna mikrostikala za končne pozicije
AB motor in napenjalci, rolce
Druga stran hot-end prečke
I
Izbrisan uporabnik 474
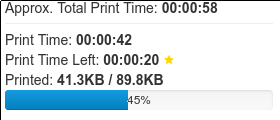
tisti ki ga imate - kok pravilno vam octoprint napove čas tiskanja? meni ga precej narobe, mi ga slicer kar precej točno octoprint pa precej mimo. da ne govorim o vmesnih izračunih ko je totalni čas tiskanja 2h, po 1h tiskanja pa piše še 4h do konca
To je itak vedno hit'n'miss. Slicer ve, kakšne so tvoje nastavitve tiskalnika - acceleration, printing speed, retraction/deretrection, jerk settings its. In je zato slicerju veliko lažje ocenit čas tiskanja. OctoPrint pa vzame že narejeno g-code in skuša razbrat kako in kaj. POnavadi se nekje proti sredini tiskanja stanje kolikor toliko stabilizira. Mislim pa da PrusaSlicer pošilja g-code M73, ki pove koliko je še ostalo do konca (v % in v min) - predvsem za razbrat na display-ju, vendar te M73 zna razbrat tudi OctoPi. Zna bit, da so datoteke narejene z PrusaSlicerjem bolj informativen za OctoPi kot ostel... Nisem pa nikoli primerjal, vedno vzamem predviden čas iz slicerja in nato dodam nekje 10%...
Do 1 mesec nazaj sem imel en octoprint plugin, ki je zelo natančno uganil čas printanja. Ampak potem so se pa podatki na sd kartici pokvarili in sem moral na novo naložiti octoprint in zdaj ne najdem več tistega plugina...
Edit (mogoče je bil tale):
 plugins.octoprint.org
.
plugins.octoprint.org
.
Edit (mogoče je bil tale):
OctoPrint-PrintTimeGenius
Generate highly accurate gcode printing time estimations using advanced gcode analyzers combined with the printing history.
plugins.octoprint.org
Nazadnje urejeno:
I
Izbrisan uporabnik 474
Sem ti ravno hotel reči, da poglej za PrinTimeGenius
Jaz uporabljam še Dashbord, Spool Manager in PreattyGCode
Jaz uporabljam še Dashbord, Spool Manager in PreattyGCode
Pravkar končano.

Jaz moram edino pazit, da je prvi layer ok pol lahko tiskalnik pustim pri miru dokler ne konča, tiskam pa vse preko Octoprinta.
Nastavim v Cura programu in nato pošljem direktno Octoprintu.
Jaz moram edino pazit, da je prvi layer ok pol lahko tiskalnik pustim pri miru dokler ne konča, tiskam pa vse preko Octoprinta.
Nastavim v Cura programu in nato pošljem direktno Octoprintu.
Pa da nebomo samo kritizirali
Poglej priponko 38430
XY gantry (pravzaprav AB, ker tukaj ni xy) napenjalec
Poglej priponko 38431
Hot-end vodilo na dveh linear rails, spodaj vidna mikrostikala za končne pozicije
Poglej priponko 38432
AB motor in napenjalci, rolce
Poglej priponko 38433
Druga stran hot-end prečke
Ok, res da videz pri teh delih ni ravno pomemben, samo meni prav pade v oči overextrusion na nekaterih predelih, ter luknje v printu na gornjih ploskvah.
Kako velik volumen pa bo imela ta mašina?
Če te prav razumem, imaš že 10 let Prusa i3 (torej še iz časov res prvih RepRap printerjev, kjer je bila hitrost in natančnost stranskega pomena, važno je bilo, da je sploh kaj sprintal). Nezaprt printer z 8-bitno ploščo, kjer ti težava predstavlja slab flow ABS-a, kar rešuješ z Slice Mosquito hot-endom?
Ja prusa i3 je bil v prvi verziji odprtokodni koncep 3D printerja v 1001 oblikah, kjer se je skušalo čimceneje spravit stvar v produkcijo. Imaš tako od najbolj kilavih verzij printerja do odličnih primerkov, ki so lahko še danes v hi-endu printanja. Sam sem kupil alu+jeklo okvir ki je bil višji rang za tisti čas, drugače so obstajali tudi okvirji ki so bili plastični, pleksi, vezane plošče ... karkoli je šlo preko rezalnika. Samo ogrodje pruse je okvir + klasične M navojne palice in naprintani kotniki ki vse to skupaj držijo. Ideja je bila da si vsak lahko naredi 3d printer iz tega kar dobiš doma v prvi železnini + par naprintanih delov.
Sam print kontroler je bil originalno pri meni Arduino na 8bitih ja, sej drugo sploh ni obstajalo. Potem s prihodom Merlin FW sem tudi jst nadgradil ta del bolj kot ne zaradi same stabilnosti in več opcij. Hitrost je omejena bolj kot ne s stabilnostjo platforme za natančne printe, če pa ne rabiš natančnosti pa z omejitvijo koračnih motorjev. Prusa i3 ni ravno stabilen printer serijsko, se pa da veliko naredit da postane.
ABS printam na odprti mizi ja. Zakaj? Ker se ga da če znaš, pa se nič ne zvija!
I
Izbrisan uporabnik 474
Ok, res da videz pri teh delih ni ravno pomemben, samo meni prav pade v oči overextrusion na nekaterih predelih, ter luknje v printu na gornjih ploskvah.
Kako velik volumen pa bo imela ta mašina?
Ni overextrusion, to je ABS curling. Dogaja se random, ponavadi pa če je rahel previs navzven, se zunanji layer-ju začnejo zvijati, ker imajo premalo opore. Predvsem je to izrazito pri prvih par layerjih, ker zelo vpliva vročina iz podalge, ki je nekej med 100 - 110°C. Ker gre za dimenzijsko pomembne kose, ne smeš imet niti malo hlajenja (da preprečiš krčenje) in pa outer extrusion mora biti točno širina šobe (torej 100% extrusion width). Drugače se lahko doda nekoliko ventilatorja (~20%), če imaš printer zaprt in znotraj nekje 40-50°C, ali pa razširiš extrusion width na recimo 110% - 120%. Hec pa je, da se to ne dogaja zmeraj.
Če pogledaš drugo sliko v zadnjem postu, sta zgornji in spodnji del bila natisnjena eden ob drugem. pa je spodnji del skoraj popoln, zgornji pa hud curling. Dimenzijsko na srečo štima.
Kar se p vidnih linij tiče, pa sem prvi layer nekoliko odmaknil od površine, da sem preprečil elephant foot efekt in pa nekoliko zmanjšal curling v naslednjih layerjih (pa ne veliko). Pa tiskno je bilo na neki mat magnetic podlagi, ki je že v smeteh, ker se je na mestih začela dvigovati zaradi vročine...
Printer ima neto kapaciteto 350 x 350 x 330mm
Magnetne podlage baje niso primerne za ABS, ker nad 70C ne smeš tiskati na njih, se magneti razmagnetijo.Pa tiskno je bilo na neki mat magnetic podlagi, ki je že v smeteh, ker se je na mestih začela dvigovati zaradi vročine...
I
Izbrisan uporabnik 474
Ni težava v magnetizmu, to je mit. Težava je v tem, da je ta magnetna podloga (ki pride zravne Ender 3 Pro) iz dveh plstih - spodnja feromagnetn plast in zgornja, hrapava za tiskanje. In ti dve plasti se razlepita in znotraj nastanejo mehurji, posledično dvigne površino. Bom doma slikal.
Sem zdajle gledal cene PLA na Azurefilm in ta black friday akcija je dejansko zelo dobra ker 1kg PLA je 15€, kar je zelo poceni.
No jaz še vedno čakam, da Plastika Trček da ven kako black friday akcijo, ker 1kg mat PLA stane 22€.
No jaz še vedno čakam, da Plastika Trček da ven kako black friday akcijo, ker 1kg mat PLA stane 22€.
Jaz printam samo PLA pa sem magnetno nehal uporabljati čeprav sem bil na začetku navdušen nad njo.Magnetne podlage baje niso primerne za ABS, ker nad 70C ne smeš tiskati na njih, se magneti razmagnetijo.
Namreč ker je precej mehka, se povsem prilagodi reljefu heatbed-a in posledično je praktično nemogoče dobro skalibrirati višino heatbed-a. (Če heatbed ni perfektno raven, ker ponavadi ni pri teh poceni printerjih)
Potem sem nabavil original tempered glass (črn z grobim reliefom), ta je bil seveda popolnoma raven, samo dol dobit kak večji print je bilo pa praktično nemogoče.
Rabiš sponke, da ga pritrdiš in te ti vzamejo del print površine. Poleg tega moraš vsakič počakat, da se povsem ohladi, potem pa tolčt od strani, da print pade stran. (Ali pa če s špohtlom narediš masaker...)

No potem sem pa nabavil original PEI magnetno podlogo. To je pa "top-šit".

Ker je povsem ravna je kalibracija enostavna in ker je malo fleksibilna zlahkoto dobiš dol printe, brez da bi čakal, da se ohladi.
Nazadnje urejeno:
Potem sem nabavil original tempered glass (črn z grobim reliefom), ta je bil seveda popolnoma raven, samo dol dobit kak večji print je bilo pa praktično nemogoče.
Rabiš sponke, da ga pritrdiš in te ti vzamejo del print površine. Poleg tega moraš vsakič počakat, da se povsem ohladi, potem pa tolčt od strani, da print pade stran. (Ali pa če s špohtlom narediš masaker...)
Meni je pa ta dimafix sprej postal ful všeč, nobenih težav z dvigovanjem robov več. Ko se plata zagreje prime noro, ko se ohladi pa spusti sam od sebe. Uporabljam pa original creality steklo, vendar printam na gladek del, ne na hrapav.
Jaz na nobeni podlagi nisem imel težav z oprijemom, nikoli se mi niso vihali robovi ali kaj podobnega. (Ne vem če je pri PLA to sploh težava...)Meni je pa ta dimafix sprej postal ful všeč, nobenih težav z dvigovanjem robov več. Ko se plata zagreje prime noro, ko se ohladi pa spusti sam od sebe. Uporabljam pa original creality steklo, vendar printam na gladek del, ne na hrapav.
Se je pa na tisti ultrabase/tempered glass tako prijelo, da sem res s težavo dol dobil... (PLA nikoli ni odstopil sam od sebe...)
Pa imam tega original od creality: https://www.creality3dofficial.com/...y-new-upgraded-heated-bed-build-plate-surface
(Nisem pa probal printat na gladko stran...)
PLA prime na vse oz. sploh ni problema s prijemom (ravno obratno), tako da boljše če je površina gladka da se preveč ne sprime (klasika je steklo).
BTW tisti ki printate s surovim PLA, samo v vednost. PLA razpade dokaj hitro oz. zgubi lastnosti. Že tako gre za krhko plastiko, ampak moji prvi modeli so postali že precej precej bolj krhki. Pa barvo tudi zgublja pod UV svetlobo, sploh temne barve.
BTW tisti ki printate s surovim PLA, samo v vednost. PLA razpade dokaj hitro oz. zgubi lastnosti. Že tako gre za krhko plastiko, ampak moji prvi modeli so postali že precej precej bolj krhki. Pa barvo tudi zgublja pod UV svetlobo, sploh temne barve.
Podobne teme
- Odgovori
- 14
- Ogledi
- 31.326
- Odgovori
- 122
- Ogledi
- 40.906